小家電產(chǎn)品類手柄外殼模具的精細(xì)化模具設(shè)計
在現(xiàn)代小家電產(chǎn)品設(shè)計中,手柄外殼不僅是功能部件,更是影響用戶體驗和產(chǎn)品美學(xué)價值的關(guān)鍵。其模具設(shè)計的優(yōu)劣直接決定了產(chǎn)品的成型質(zhì)量、生產(chǎn)效率與成本控制。本文將探討小家電手柄外殼模具設(shè)計的核心要點(diǎn)與流程。
一、前期分析與設(shè)計輸入
模具設(shè)計始于對產(chǎn)品本身的深度理解。設(shè)計師需明確手柄外殼的材料(常用ABS、PP、PC等)、產(chǎn)品外觀要求(光澤、紋理)、結(jié)構(gòu)特點(diǎn)(裝配位、卡扣、加強(qiáng)筋)、尺寸精度以及預(yù)期的生產(chǎn)批量。對產(chǎn)品3D模型進(jìn)行拔模分析、壁厚分析和潛在縮痕預(yù)測,是規(guī)避后續(xù)成型問題的關(guān)鍵步驟。
二、分型面設(shè)計
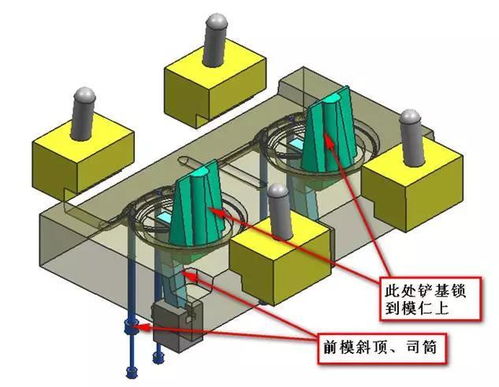
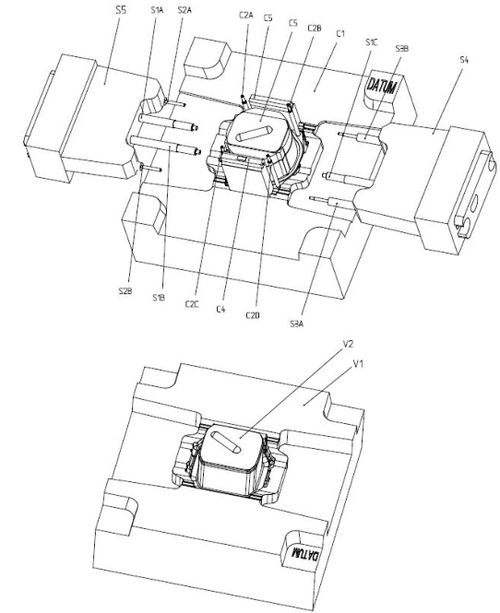
分型面的選擇是模具設(shè)計的基石。對于形狀復(fù)雜的手柄外殼,分型線應(yīng)盡可能置于不顯眼的位置,如手柄內(nèi)側(cè)或輪廓轉(zhuǎn)折處,以隱藏合模線,保證外觀完整性。分型面需保證順暢脫模,并考慮滑塊、斜頂?shù)葌?cè)向抽芯機(jī)構(gòu)的位置,確保所有倒扣結(jié)構(gòu)都能順利脫出。
三、澆注系統(tǒng)設(shè)計
澆口位置的選擇至關(guān)重要。通常采用潛伏式澆口或點(diǎn)澆口,以自動切斷澆口并減少痕跡。澆口應(yīng)開設(shè)在肉厚區(qū)域,使熔料能平穩(wěn)、均衡地填充型腔,避免熔接痕出現(xiàn)在受力或外觀顯著區(qū)域。流道設(shè)計需平衡,確保各型腔同時充滿,對于多腔模具尤為關(guān)鍵。
四、冷卻系統(tǒng)設(shè)計
高效的冷卻系統(tǒng)是保證生產(chǎn)周期和產(chǎn)品質(zhì)量穩(wěn)定的核心。冷卻水道應(yīng)環(huán)繞型芯和型腔,特別是手柄的厚壁部位,實現(xiàn)均勻快速冷卻,減少內(nèi)應(yīng)力和變形。通常采用多層循環(huán)水路或隨形冷卻水路設(shè)計,以優(yōu)化冷卻效果。
五、頂出與排氣系統(tǒng)設(shè)計
頂出系統(tǒng)需平穩(wěn)、均衡。根據(jù)手柄結(jié)構(gòu),合理布置頂針、司筒和斜頂,避免產(chǎn)品頂白或變形。在熔料最后填充區(qū)域及型芯深處,必須開設(shè)排氣槽,防止困氣造成燒焦、填充不足等缺陷。
六、模具材料與加工
根據(jù)生產(chǎn)批量選擇模具鋼材。高產(chǎn)量模具常選用預(yù)硬鋼或淬火鋼,如718、S136等,以保證耐磨性和長壽命。型腔、型芯的精密加工(如CNC、電火花、拋光)直接決定產(chǎn)品表面質(zhì)量,對手柄的握持感紋理需進(jìn)行精細(xì)蝕紋處理。
七、試模與優(yōu)化
模具制造完成后,需通過試模驗證。調(diào)試注塑工藝參數(shù),檢查產(chǎn)品尺寸、外觀、裝配性。根據(jù)試模結(jié)果,可能需要對澆口大小、冷卻水路或排氣進(jìn)行微調(diào)優(yōu)化,直至生產(chǎn)出完全合格的產(chǎn)品。
小家電手柄外殼的模具設(shè)計是一項融合了結(jié)構(gòu)工程、材料科學(xué)和精密制造的系統(tǒng)工程。成功的設(shè)計需要在滿足功能與美觀的前提下,始終貫徹可制造性設(shè)計(DFM)原則,在成本、效率與質(zhì)量之間找到最佳平衡點(diǎn),從而為小家電產(chǎn)品注入可靠的生命力與舒適的觸感體驗。
如若轉(zhuǎn)載,請注明出處:http://www.homecountiescricket.com/product/78.html
更新時間:2026-02-19 14:28:14